Overhead Crane in Pakistan - Ex Proof 5 Ton Overhead Cranes in Karachi
08 Apr, 2025
- Oil & Gas: Refineries and storage facilities handling flammable materials (e.g., Port Qasim, Karachi, and CPEC-related projects).
- Chemical & Pharmaceutical: Facilities using volatile substances (e.g., Lahore and Faisalabad industrial zones).
- Mining & Minerals: Coal mines in Sindh and Balochistan with combustible dust risks.
- Textiles: Mills in Punjab and Karachi process flammable fibers.
- Power Generation: Coal-fired plants and LNG facilities requiring hazardous-area cranes.
Project Overview
- Client: A leading chemical manufacturing plant in Karachi, Pakistan, specializing in industrial solvents and flammable chemical production.
- Objective: Upgrade material handling infrastructure with explosion-proof cranes to enhance operational safety in hazardous zones.
- Scope: Design, manufacture, and installation of 3 double girder explosion-proof overhead cranes with varying spans and a 5-ton lifting capacity.
Client Requirements
Hazardous Environment Compliance:
- Zone 1/21 (ATEX/IECEx) certification for areas with flammable vapors and dust.
- Resistance to corrosive chemicals and high humidity.
Technical Specifications
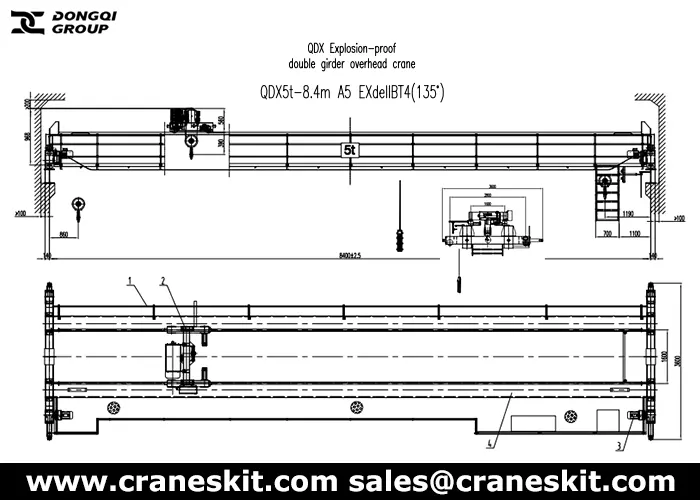
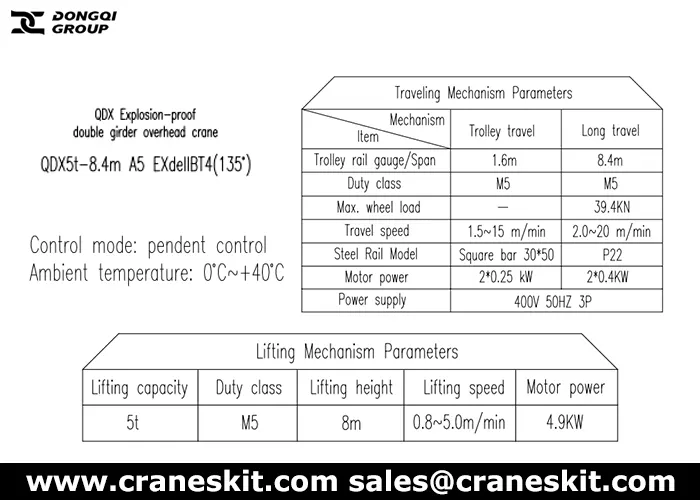
- Capacity: 5 tons per ex proof crane.
- Spans: 5.4m, 7m, and 8.4m to cover multiple production bays.
- Lifting Height: 8m to accommodate tall storage racks and reactors.
- Control: Pendant and radio remote operation for flexible use.
Design Standards
- Explosion-proof motors, enclosed wiring, spark-resistant brakes, and corrosion-resistant materials.
- Corrosion-resistant coatings for Pakistan’s coastal climate.
5 Ton Explosion Proof Crane Solution in Pakistan
 Double Girder Structure:
Double Girder Structure:
- Enhanced stability for precise handling of chemical drums and reactors.
Explosion-Proof Components:
- Motors and hoists rated Exdb IIBT4 (suitable for gas/dust explosions).
- Anti-spark trolley wheels and brass-bushed hooks.
- IP55-rated electrical enclosures to prevent moisture ingress.
 Span Variants:
Span Variants:
- Crane 1: 5.4m span for tight reactor bays.
- Crane 2: 7m span for mid-sized storage zones.
- Crane 3: 8.4m span for bulk material handling.
Lifting System:
- QDX double girder hoist trolley with dual-speed lifting (0.8–5 m/min), traveling speed 1.5-15 m/min.
 Safety Features:
Safety Features:
- ATEX Certification: All electrical components (e.g., limit switches, pendant stations) are certified for Zone 1.
- Fail-Safe Mechanisms: Overload protection, emergency stop buttons, and thermal monitoring for motors.
- Corrosion Protection: Epoxy-painted girders and stainless steel fasteners to withstand Karachi’s salty air.
Manufacturing and Delivery
- Crane Girders and Components were prefabricated in DQCRANES’ ISO-certified facility in China, with third-party inspections for quality assurance.
- These three explosion-proof cranes were shipped in modular sections to reduce on-site assembly time.
Installation and Training

- Local partners in Karachi handled civil work (runway beams and power supply).
- Installation was completed in 12 days with minimal disruption to plant operations.
- On-site training for 10 operators and maintenance staff on safety protocols and troubleshooting.
Installation Challenges & Solutions
Challenge 1: Tight installation timelines due to the plant’s 24/7 production schedule.Solution: Pre-assembled girders and night shifts for installation.
Challenge 2: High ambient temperatures (up to 45°C) risking motor overheating.Solution: Motors equipped with integrated cooling fans and thermal sensors.
Results & Benefits
- Safety: Zero incidents reported in hazardous zones post-installation.
- Efficiency: 30% faster material transfer between production units.
- Durability: No corrosion or electrical faults observed after 6 months of operation.
Client Feedback
The client praised DQCRANES for delivering cranes that exceeded expectations:
“DQCRANES’ expertise in explosion-proof crane design was evident. The cranes have operated flawlessly, improving our safety and productivity. Their after-sale support has been exceptional.” — Plant Manager, Pakistani Chemical Plant
Explosion Proof Cranes and Hoists for Sale in Pakistan
Here are the types of explosion-proof cranes and hoists offered by DQCRANES tailored for hazardous environments in Pakistan:
1. Explosion-Proof Overhead Cranesa. Single Girder Explosion-Proof Overhead Cranes
- Capacity: 1–20 tons
- Span: 3m–22.5m
- Lifting Height: Up to 20m
 Features:
Features:
- Compact design for low-ceiling facilities.
- ATEX-compliant pendant/remote controls.
- Overload protection and emergency stop systems.
- Stainless steel fasteners for coastal corrosion resistance.
Applications: Pharmaceutical labs, textile mills, small-scale chemical storage.
b. Double Girder Explosion-Proof Overhead Cranes
- Capacity: 1–100 tons
- Span: 5m–35m (customizable)
- Lifting Height: Up to 30m
 Features:
Features:
- Ex d/IIC T4-certified motors and electrical components.
- Anti-spark trolley wheels and brass-bushed hooks.
- IP65 protection for dust/moisture resistance.
- Dual-speed hoisting (0.8–8 m/min).
- Corrosion-resistant epoxy coating for humid climates.
Applications: Oil refineries, chemical plants, LNG terminals.
2. Explosion-Proof gantry cranes
- Capacity: 5–50 tons
- Span: 5m–30m
- Mobility: Rubber-tired or rail-mounted options.
 Features:
Features:
- Zone 1/21 certification (gas/dust environments).
- Explosion-proof limit switches and wiring.
- Heat-resistant brakes for high-temperature areas.
Applications: Ports, outdoor storage yards, mining sites.
3. Explosion-Proof Hoistsa. Explosion Proof wire rope hoists
- Capacity: 1–50 tons
- Lifting Speed: Single speed and Dual speed (variable frequency drive).
 Features:
Features:
- Ex d IIC T4/T5-rated gearbox and motor.
- Flame-retardant cable and thermal overload protection.
- IP65 enclosure for harsh environments.
b. Explosion Proof Chain Hoists
- Capacity: 0.5–10 tons
- Lifting Height: Up to 12m
 Features:
Features:
- Spark-resistant alloy chains.
- Manual or electric operation (ATEX-certified).
Applications: Maintenance workshops, packaging units.
4. Explosion-Proof workstation cranes
- Capacity: 0.25–3 tons
- Span: 2m–10m
 Features:
Features:
- Modular aluminum/steel design.
- Explosion-proof pendant controls.
Applications: Laboratories, pilot plants, flammable material R&D.
Why DQCRANES?
- Expertise: 20+ years in explosion-proof crane manufacturing for chemical and oil industries.
- Customization: Ability to tailor spans, speeds, and control systems.
- Global Standards: Designs meet ISO, CE, and IECEx norms.
- After-Sales: Remote monitoring and local technical partnerships in Pakistan.
Conclusion
DQCRANES’ tailored solution addressed the Pakistani chemical plant’s safety, compliance, and operational needs. The explosion-proof cranes and hoists have enhanced productivity, reduced risks, and set a benchmark for hazardous environment lifting solutions.
Contact DQCRANES for tailored explosion-proof crane solutions in hazardous environments.
Related Products